注册名:
密码:
个人 企业 商务
个人注册
企业注册
商务申请
商务管理平台
企业管理平台
个人管理平台
我的工控博客
专业频道:
PLC与控制器
工控机
传感器
人机界面
阀体及定位器
变频器与传动
低压电器
工业网络
工业电源
电气绘图
企业中心:
企业
新闻
风采
产品
论坛
技术
下载
供求
招聘
工控博客
才苑
博闻
博采
博文
博坛
求职
自动化技术中心
自动化年度调查
行业频道
同城之间
自动化书籍
自动化新闻
自动化展览会
资料下载
电气手册
工控视频
中国工控网搜索:
・膜片压力表和隔膜压力表的区别
・请问如何判断接近开关坏了?
・变送器的量程范围如何取值,一般是实际值的多少倍?
・万用表的工作原理及注意事项
・接近开关和光电开关
・求助:两个热电偶同时连接到NI后,温度显示漂移
・什么是平板电脑
・cad作图原则和选用合适的命令
更多..
梅特勒托利多工控博客
高级工程师
・天燃气等气体流量测量,你会选用什么形式的流量计?
・插入式电磁流量计在线维护技巧
・传感器产业的未来格局
・无线传感器与红外测温仪有多大关系?
・几种常用流量计的介绍
・S7-200 PC/PPI与USB接口通讯老故障
・非标在线称重设备的设计
・电气相关知识
・昆仑接地及屏蔽说明
・编码器
・格雷母线定位之布料小车
・基于图形化编程语言Labview设计虚拟仪器的方法
・选择LabVIEW RT(实时)硬件平台
・基于MPX2100型压力传感器的高精度数据采集系统
・流量仪表的分类和主要性能
・工业用热电偶的选用及安装方案
求职:电气维护(中专、技术员)
求职:工程安装(硕士研究生、在校大学生)
求职:电气维护(大学专科、助理工程师)
查询工控论坛统计
自动化技术
自动化产品
自动化调查
自动化招聘
自动化图书
自动化资料
搜索: 本栏搜索 全栏搜索
发表新论题
精密汽车零部件喷油泵、喷油嘴柱塞偶件去毛刺飞边除氧化皮研磨抛光工艺技术方法 喷油嘴针阀偶件、喷油泵柱塞偶件 出油阀偶件这些精密机械加工零部件是汽车柴油机燃油系统的重要组成部分,材质主要由高硬度合金材质的渗碳钢、高速钢加工而成。尽管目前的精密CNC数控加工车床的精度很高,不过在柱塞的退火、切削、针阀体、针阀钻孔等工艺过程中必然会产生一些毛刺、氧化皮。由此导致产品表面的研磨抛光处理工艺就显得尤为重要。在这个案例中,我们来分享一个柴油机喷油泵、喷油嘴零部件中的柱塞、针阀体、针阀等精密机械零件自动化高效率去毛刺除氧化皮,抛光增亮的工艺技术及方法。这种研磨工艺方法也适用于其他金属材料的精密机械加工零配件的去毛刺研磨抛光处理。 1. 喷油泵、喷油嘴柱塞偶件抛光前的状态 材质: 合金渗碳钢、高速钢 外观: 表面有氧化皮及毛刺 外形: 柱式异形 尺寸: D6*70 MM 抛光前工序: 机加工 抛光后工序: 成品装配 2. 研磨抛光需求: 去毛刺、除氧化皮。 表面光滑,无毛刺、氧化皮。 3. 喷油泵、喷油嘴柱塞偶件抛光工艺详情: 工艺步骤 : (1) 粗磨去毛刺氧化皮 (2) 精磨提光增亮 (3) 离心烘干 机器设备 : (1) 离心式研磨光饰机 (2) 离心式研磨光饰机 (3) 离心式脱水烘干机 振幅及速度: (1) 高速 (2) 高速 (3) 高速 研磨材料: (1) 斜圆柱形棕刚玉研磨石 (2) 正圆柱高频瓷研磨石 (3) 无 磨料与工件配比: (1) 4:1 (2) 6:1 (3) 无 研磨助剂 : (1) 研磨液 (2) 光亮剂 (3) 无 水 : (1) 适量,液面超磨料30mm (2) 适量,液面超磨料30mm (3) 无 处理时间 : (1) 15 分钟 (2) 30 分钟 (3) 5 分钟 备注: (1) 自动筛分取件,清水冲洗 (2) 自动筛分取件,清水冲洗 (3) 离心脱水烘干 4. 喷油泵、喷油嘴柱塞偶件抛光后效果 5. 附加说明 偶件针阀表面有氧化层较浅,柱体底部切削面边缘毛刺现象也较轻微,工艺要求产品处理后尺寸精度不能有影响,因此打磨毛刺,去除氧化皮的处理时间不可过长,因此抛光机器采用 离心式研磨抛光机,粗磨使用小规格的 斜圆柱形棕刚玉磨料,粗磨研磨石的锐角可以深入沟槽、折角达到去毛刺除氧化层的作用。 精磨采用无切削力的精密研磨材料 正圆柱形高频瓷磨料,磨料比重大,有抛光增亮作用,可以进一步降低表面粗糙度。 为提高产品过水后的防锈性能,精磨完成后利用 离心式烘干机,脱水烘干内外表面水分,进行干燥处理。 6. 最后总结 在这个案例中,我们展示了一个精密汽车零部件柴油机的喷油泵、喷油嘴偶件产品外表面的自动化去毛刺除氧化皮实现研磨抛光的工艺过程。 如果您有精密汽车零部件、柴油发动机喷油嘴、喷油器偶件或以下其他精密机械零部件去毛刺研磨抛光方面的问题需要专业技术支持,可以参考上述案例: 汽车
如果要回复本栏论题,请首先中国工控网www.chinakong.com
・如果你已经是中国工控网www.chinakong.com成员,请直接登录。
・如果你还不是中国工控网www.chinakong.com成员,请首先注册,注册为免费!
密 码:
关闭该窗口
更多资料下载
更多自动化产品
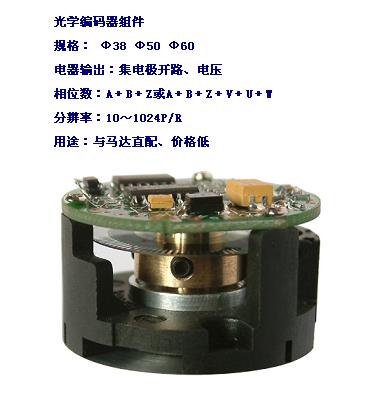
光学编码器组件
位移传感器
温度传感器
DH-Ⅲ型打滑检测器
绝对值模拟量4-20
关于我们 免责声明 服务项目 广告联系 友情链接 联系方式 意见反馈 设为首页 加入收藏
©2023-2025 中国工控网(www.chinakong.com) 版权所有 豫ICP备17046657号
管理员信箱:chinakong98@163.com 服务热线:13525974529
洛阳博德工控自动化技术有限公司
中国 洛阳






 自动化资料下载
自动化资料下载

 自动化产品
自动化产品