�ڻ�е�ӹ�����ĩұ���ܽ�ע�ܡ��������졢���ӵ�����ҽ����е�����պ��졢3D��ӡ���鱦���Ρ������DZ�����Ʒ�μ�����ҵ��������������У����Ƕ����������洦�����⣬Ҳ��Ƶ���ؽӴ���ĥ����������רҵ�����ô��֪�����õ���ĥ��շ�������Щ�����Ǹ�����ʲô��ȱ���𣿲�ͬ����ĥ��շ���������ʲô�����أ������Ǹ�����ĥ��շ����ľ�����ܡ�
һ��ʲô����ĥ��
��ĥ������ĥ����ĥ�ϣ���һ����ѹ���¶Թ������������������Ʒ���������Ǹ��ֽ������Ƿǽ������ϣ��ӹ��ı�����״��ƽ�桢�������桢���桢���ơ����漰���������档
��ĥ��ʵ�ַ�ʽ���˹��ͻ�е�Զ����������DZ��洦���ij����Σ���ҪĿ�ľ���ȥ����Ƥ��ȥë�̡���ƽ��
������ĥ���ϵ����ȴ�ϸ��ͬ����Ϊ�������������������������ֱ��Ӧ��ͬ���������ȡ���������Խ��Ч��Խ�ߣ�������Ĵֲڶ�ҲԽ�ߡ�
�˹���ĥ��ʽ��Ҫ������ɰ�֡�ɰֽ����˿ˢ��ĥʯ�ȴ�ĥ���߶Թ����������ĥ������һ������������ȵı��洦�����̣��Բ�Ʒ�ľ��Ⱥ����γߴ��Ӱ������˹���ĥ���ŵ����豸Ͷ���٣������ݣ��ʺϸ��ָ�����ǻ��ȱ������˹��ɱ�̫�ߡ�Ч�ʵ͡��������Ѻá���ȫ�Բ����������һ�¡���һ����������̭�ļӹ����̡�
�Զ�����ĥ��ʽ������רҵ����ĥ�������豸�Թ����������������е����ĥ��Ŀǰ�����漸��ר�õĻ����豸���������������Զ���ĥ��
��һ����ĥ����
��Ϊ����Բ��ƽ��ĥ����ɰ������ɰ�ֻ���Щ������Բĥ����������ĥ��Ʒ����Բ���ε�������档ƽ��ĥ����������ĥƽ���������Ϊ��ȡ��һ���⻬ƽ̹������档ɰ����ɰ�ֻ�����Ҳ�����˹��������������ʺ��д�ߴ�IJ�����������ĥ�������ŵ��Dz������������ȴ��ܶԲ�ͬ��λ���в�ͬ���ȵ�������ĥ���ɴ����д����γߴ�IJ�Ʒ��ȱ���ǻ����豸�Ĺ��÷��ô�ֻ�ܴ���������Ʒ��ֻ����ĥ���μIJ�Ʒ�㲿�������ܴ������ӱ���Ĺ����Ͳ�������ڲ��ס�������϶�Ȳ�λ��
ͼƬ���ӣ�
http://www.shinetec.tech/wp-content/uploads/2023/07/surface-grinder.jpg
��������ҵ������
����һ���Ƚ�����ĥ�����豸��ͨ��PLC����趨�̶����˶�·���������ĥͷ�Ϳ��ԶԸ����������Ĺ��������Զ���ĥ����������һЩ����ֻ������Ͻ�п�Ͻ�֮��ij����þߡ���ԡ������������챵ȡ������豸���ŵ�����ĥ���һ�壬������ͬ����ĥͷ�Ϳ���ʵ�ֲ�ͬ�ı��洦�����̡�Ҳ�ʺϴ����д��������εIJ�Ʒ������Ҳ�ɿ��Ƶ����Բ�Ʒij����λ�Ĵ�ĥ��ȱ��������ǿ��ȱ���ǹ��óɱ���������ʩͶ��Ҳ��ֻ�ܵ���������Ч�ʵͣ�����ά�����ӣ����ܴ�����Ʒ�ڱ��档
ͼƬ���ӣ�
http://www.shinetec.tech/wp-content/uploads/2023/07/robot-polishing.jpg
��������ɰ�����
����Ӧ�ý�Ϊ�㷺����ĥ������ʽ����ɰ�ǻ�������ѹ��������������������ٵ�ĥ��ɰ�����Բ�Ʒ�������ȥ����Ƥ��ȥë�̡����ɱߵ���ĥ���á��ʺ�һЩ�д�ߴ�IJ�Ʒ���������������ͼ������ӹ�������������ҶƬ�ȡ�������ͨ��������ת��Ҷ�ְ�С�����׳�ȥ��ײ��������棬��ȥ�����㡣������ĥ��ʽ���ŵ����ʺ��ش��ͻ��д��Ͳ�Ʒ�������ɴ����������Σ�������߲�Ʒ����Ľ���ṹ�����Ʊ����е���ܡ�ȱ�����Ͷ��ɱ��ߡ�һ�δ����������١����ʺ�С������Ʒ��������ı���ֲڶȽϸߣ����ܴ�����Ʒ���ڿס��ܵ�����϶���ڱ��档
ͼƬ���ӣ�
http://www.shinetec.tech/wp-content/uploads/2023/07/sand-blasting.jpg
���ģ�ĥ������ĥ��
Ҳ��������ĥ�������ַ�ʽ�㷺Ӧ���ڸ��ྫ������Ŀ�����ĥ��������ԭ���ǰѽ��ʯ������ɰ��̼�����ĥ��ɰ����ĥҺ��ϣ����Ƴɰ�����״����ĥ���ʣ��ڻ���������ѹ���¿���ͨ�������ڲ��Ŀ�������ĥ��ɰ���ڱڽ����������ﵽȥë�̡�������Ƥ����ĥЧ�������ַ�ʽ���ŵ����ر��ʺ�һЩ�����ڿľ����㲿���ڱ�����ĥ�⡣ȱ����������ĥЧ�ʵͣ����ܽ�������������ֻ��Ӧ����500mm���µ��ڿ���ĥ��������ֻ�м�����1˿��Χ�ڣ�����ȥ���ϴ��ë�̡���·������Ƥ����ߵȡ���Ҫ�䱸ר�õĹ�װ�оߣ�һ��Ͷ��ɱ�Ҳ�ϴ�
ͼƬ���ӣ�
http://www.shinetec.tech/wp-content/uploads/2023/07/abrasive-flow-deburring-polishing.jpg
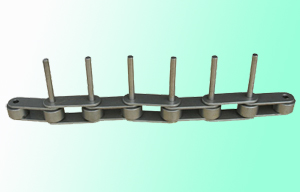
���壩������ĥ��
������ĥ�����ô������������������ڵIJ�����������Ƶ�˶���ײ������������棬�ﵽ������ڿס����ǡ���϶�Ȳ�λȥ��ë�̡�����Ĥ���۹������ʵ�Ч���������ڽ�����Ӳ�����Ϸǽ����������ĥ�⡣������ĥ��ʽ���ŵ����ʺϲ������������������ĥ��һ����ɣ������Ρ���Ӱ�칤���ߴ羫�ȡ������˱��棬����ֲڶȿɴ�Ra0.1-Ra0.01,�������ٴ���������ʱ��5-20���ӣ�Ч�ʸߣ�û�кIJ���ģ�Ͷ��С��ȱ���ǻ���һ�δ�������һ���ڼ�ʮ�����ڣ�ֻ�����ڽ�С���ߴ�Ĺ���������С������С��Ʒ�� |


 �Զ�����������
�Զ�����������
 �Զ�����Ʒ
�Զ�����Ʒ