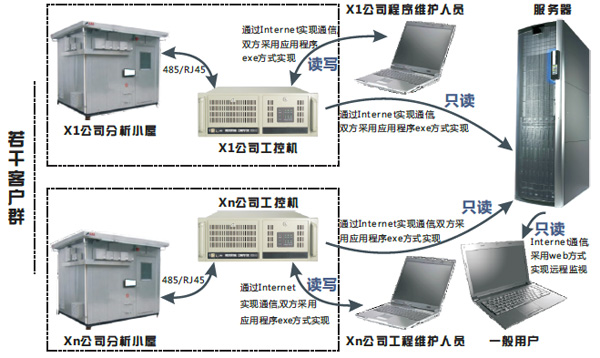
某水泥企业莱歇立磨自运行以来磨辊肩轴轴承座连续出现磨损问题,由于轴承座与磨体是一体结构导致部件难以更换,同时企业采用补焊后现场镗孔也没有达到预期目的,轴承与轴承座仍然存在配合间隙,致使磨损问题难以解决。最终采用索雷碳纳米聚合物材料现场解决立磨轴承座磨损问题。案例集图片如下:
莱歇立磨磨辊肩轴轴承座磨损,轴承型号24168-B-C3,轴承座内径580mm,轴承位宽243,两个轴承座,磨损约1-2mm不等。
立磨轴承座修复的全部过程!
①表面处理:使用氧气乙炔将轴承座表面油污烤干,然后使用角磨机或者砂纸将表面氧化层打磨干净,且表面粗糙,最后用无水乙醇(99.7%)将表面清洗干净,晾干;
②将轴承外圈表面擦拭干净,然后使用毛刷或者干净棉纱将SD7000脱模剂涂刷至轴承外圈表面,晾干备用;
③严格按照比例调和SD7101H材料(体积比2:1或者重量比2:1)调和均匀,无色差;
④将调和好的材料均匀涂抹至轴承座磨损部位,涂抹厚度大于轴承室单边磨损量;
⑤装配轴承:将轴承安装到位;
⑥保持自然固化12小时或者加热固化6小时便可以开机应用。
更多详细内容请登录索雷工业的官方网站查看。 |


 自动化资料下载
自动化资料下载

 自动化产品
自动化产品