注册名:
密码:
个人 企业 商务
个人注册
企业注册
商务申请
商务管理平台
企业管理平台
个人管理平台
我的工控博客
专业频道:
PLC与控制器
工控机
传感器
人机界面
阀体及定位器
变频器与传动
低压电器
工业网络
工业电源
电气绘图
企业中心:
企业
新闻
风采
产品
论坛
技术
下载
供求
招聘
工控博客
才苑
博闻
博采
博文
博坛
求职
自动化技术中心
自动化年度调查
行业频道
同城之间
自动化书籍
自动化新闻
自动化展览会
资料下载
电气手册
工控视频
中国工控网搜索:
・马蹄焰池窑单侧加料与偏心式流液洞
・电磁振动给料机和电机振动给料机的区别
・一窑四线平拉玻璃熔窑设计
・浮法玻璃制造工艺1――配料
・大型地网接地电阻操作步骤和方法
・传动皮带故障原因及对策
・PLC的立即输出指令和一般输出指令有什么区别
・AB-PLC的讲义
更多..
觅我人生路工控博客
工程师
・在实际应用中,你经常应用到通信方式有哪些?
・315与EM277组态配置
・多台PLC的联机通讯问题
・基于PROFIBUS-DP的PLC通讯
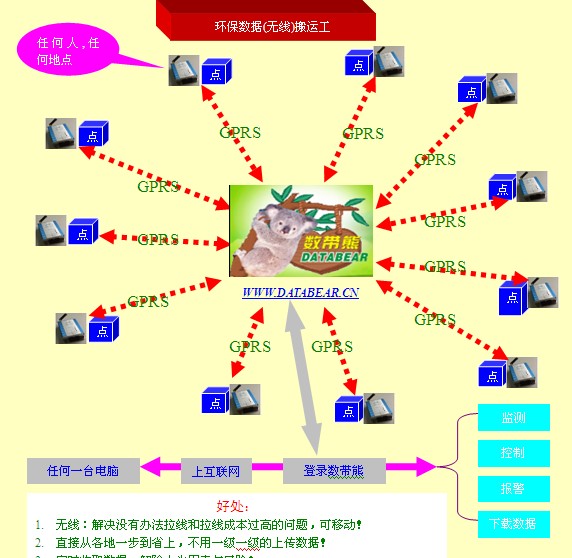
・基于CDMA网络-工业废气无线监控系统应用方案
・Interbus总线的特点
・PROFIBUS概貌
・MODBUS TCP与PROFINET谁主沉浮?
・工业以太网
・基于Modbus规约的智能仪表与PC机通信技术实现
・Profibus现场总线在污水处理控制系统中的应用
・应用MODEM进行FX系列PLC的远程维护
・SC-10远程通讯接口电缆使用说明
・Profibus 在污水处理中的应用
求职:部门主管(中专、技师)
求职:设备采购(大学专科、技术员)
求职:企业主管(大学专科、助理工程师)
查询工控论坛统计
自动化技术
自动化产品
自动化调查
自动化招聘
自动化图书
自动化资料
搜索: 本栏搜索 全栏搜索
发表新论题
行业技术论坛(非专题)分类
全部论题
工艺技术
行业标准
机械装备
技术经验
钢管脚手架模板损伤特征:铸件损伤断缺。铸件落砂过于剧烈,或在搬运过程中铸件受到冲撞而损坏;滚筒清理时,铸件装料不当,铸件的薄弱部分在翻滚时被碰断;冒口、冒口颈截面尺寸过大;冒口颈没有做出敲断面(凹槽)。或敲除浇冒口的方法不正确,使铸件本体损伤缺肉。 砂眼特征在铸件内部或表面充塞有型砂的孔眼。型砂表面强度不够;模样上无圆角或拔模斜度小导致钩砂、铸型损坏后没修理或没修理好就合箱;砂型在浇注前放置时间过长,风干后表面强度降低;铸型在合箱时或搬运过程中损坏;合箱时型内浮砂未清除干净,合箱后浇口杯没盖好,碎砂掉进铸型。提高型砂中粘士含量、及时补加新砂,提高型砂表面强度;模样光洁度要高,并合理做出拔模斜度和铸造圆角。损坏的铸型要修好后再合箱;缩短浇注前砂型的放置时间;合箱或搬运铸型时要小心,避免损坏或掉入砂型腔砂粒;箱前清除型内浮砂,并盖好浇口。 铸件在落砂清理和搬运时,注意避免各种形式的过度冲撞、振击,避免不合理的丢放;滚筒清理时严格按工艺规程和要求进行操作;修改冒口和冒口颈尺寸,做出冒口颈敲断面,正确掌握打浇冒口的方向。 在透气性足够的情况下,使用较细原砂,并适当提高型砂紧实度;保证型砂中稳定的有效煤粉含量;严格控制砂水分;改进浇注系统,改进浇注操作、降低浇注温度;控制模板烘烤温度,一般与型砂温度相等或略高。粘砂是一种铸件表面缺陷,表现为铸件表面粘附着难以清除的砂粒;如铸件经清除砂粒后出现凹凸不平的不光滑表面,称表面粗糙。砂粒太粗、砂型紧实度不够;型砂中水分太高,使型砂不易紧实;浇注速度太快、压力过大、温度过高;型砂中煤粉太少;模板烘温过高,导致表面型砂干枯;或模板烘温过低,型砂粘附在模板上。 本文是由合肥钢管出租厂家提供的,更多信息请见:http://www.hfyuchu.com/
如果要回复本栏论题,请首先中国工控网www.chinakong.com
・如果你已经是中国工控网www.chinakong.com成员,请直接登录。
・如果你还不是中国工控网www.chinakong.com成员,请首先注册,注册为免费!
密 码:
关闭该窗口
更多资料下载
更多自动化产品
GPRS/CDMA/
Ganlvanic
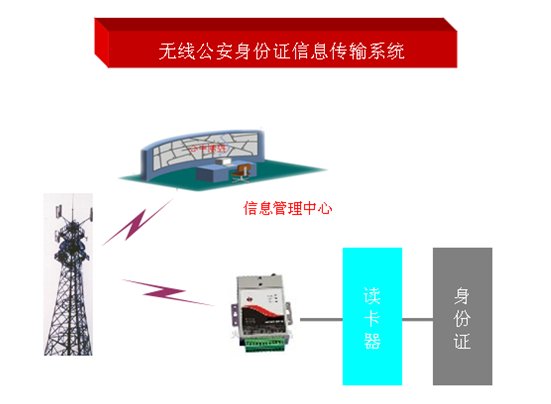
人员(车辆)行进方向
监视器
无线GPRS/CDM
关于我们 免责声明 服务项目 广告联系 友情链接 联系方式 意见反馈 设为首页 加入收藏
©2023-2025 中国工控网(www.chinakong.com) 版权所有 豫ICP备17046657号
管理员信箱:chinakong98@163.com 服务热线:13525974529
洛阳博德工控自动化技术有限公司
中国 洛阳


 自动化资料下载
自动化资料下载
 自动化产品
自动化产品