热弯玻璃
1 范围
本标准规定了热弯玻璃的分类、规格、技术要求、试验方法、检验规则及标志、包装、运输和贮存。
本标准适用于建筑用热弯玻璃和建筑以外用热弯玻璃,不适用于热弯钢化玻璃和热弯半钢化玻璃。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T9963-1998 钢化玻璃
GB11614-1999 浮法玻璃
GB/T 18701-2002 着色玻璃
GB/T 18915.1~18915.2-2002 镀膜玻璃
JC/T 511 压花玻璃
3 术语和定义
下列术语和定义适用于本标准。
3.1 热弯玻璃heat bent glass
平板玻璃在曲面坯体上靠自重或加配重等方法加热成型的曲面玻璃。
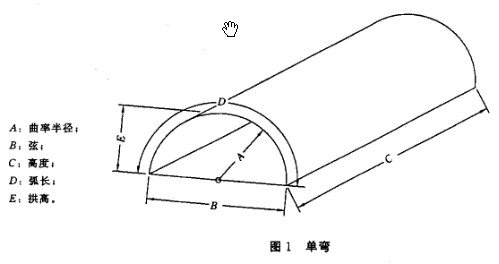
3.2 高度height
垂直于水平弧的玻璃某一直边的尺寸。
3.3 扭曲twist
矩形单弯玻璃的一个或多个角不在同一平面上。
3.4 麻点pock marks
在加工过程中形成的玻璃表面印痕缺陷。
4 分类
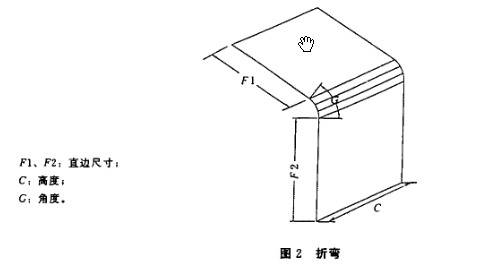
按形状分:单弯热弯玻璃、折弯热弯玻璃、多曲面弯热弯玻璃等。如图1、图2、图3所示。
5 规格
5.1 厚度范围:3mm~19mm。
5.2 最大尺寸:(弧长+高度)/2≤4000mm, 拱高≤600mm。
5.3 其他厚度和规格的制品由供需双方商定。
6 技术要求
6.1 材料
6.1.1 热弯玻璃的原片不应使用非浮法玻璃,压花玻璃除外。原片玻璃应符合下述技术要求:浮法玻璃应符合GB11614、着色玻璃应符合GB/T 18701、镀膜玻璃应符合GB/T 18915.1~2、压花玻璃应符合JC/T511的要求。
6.1.2 玻璃热弯加工前应做磨边处理。
6.2 尺寸偏差
6.2.1热弯玻璃的高度偏差应符合表1的规定。
表1
单位:mm

6.2.2 热弯玻璃的弧长偏差应符合表2的规定。
表2 单位:mm

6.3 吻合度
弧长≤1/3圆周的热弯玻璃的吻合度应符合表3的规定,弧长>1/3圆周的热弯玻璃的吻合度由供需双方商定。
表3 单位:mm

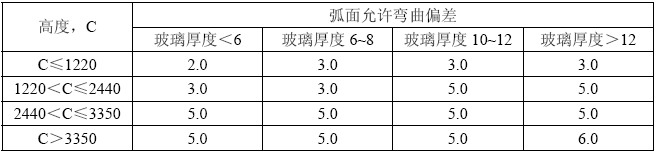
6.4弧面弯曲偏差
弧面弯曲偏差应符合表4的规定。
JC/T 915-2003
表4 单位:mm
6.5 扭曲
曲率半径>460mm、厚度为3mm~12mm的矩形热弯玻璃的扭曲应符合表5的规定。其他厚度和曲率半径的热弯玻璃的扭曲由供需双方商定。
表5 单位:mm

6.6外观
热弯玻璃的外观质量应符合表6的规定。
表6

6.7应力值
热弯玻璃应力值由供需双方商定。参考附录A。
7 试验方法
7.1尺寸偏差测定
高度用最小刻度为1mm的钢卷尺测量。弧长用软尺在凸面两边部测量,取其最大值。
7.2 吻合度
以合同规定的模板或理论形状的曲线为基准,用最小刻度为0.5mm的钢直尺测量模板或理论形状的曲线与玻璃间的偏差,凸出为正,凹陷为负。
7.3弧面弯曲偏差
玻璃制品垂直且曲线边放在两个垫块上。垫块分别垫在曲线变弧长的1/4处,钢直尺的直线边或绷紧的直线紧靠玻璃的凸面与直边平行,用塞尺测量钢直尺直线边(或直线)与玻璃之间的最大缝隙。分别在两直边处和1/2弧长处测量三次,取最大值。
7.4扭曲
把玻璃放在一个90°的检测支撑装置内测量扭曲值,支撑装置的仰角为5°~7°,玻璃下角与装置的两表面的交线相接触,其他角尽量靠近竖平面,然后用最小刻度为0.5mm的钢直尺测量其他角离开装置另一表面的实际距离即为扭曲值。如图4。
7.5外观检验
在较好的自然光或散射光照条件下,距玻璃表面600mm用肉眼进行观察。气泡、夹杂物、麻点的长度测定用放大10倍、精度为0.1mm的读数显微镜测定。
7.6应力测定
参考附录A进行测定。
8检验规则
8.1检验项目
出厂检验项目为:尺寸偏差、吻合度、直线边弯曲偏差、扭曲、外观。若要求增加其他检验项目,由供需双方商定。
8.2组批与抽样方法
8.2.1组批规则
相同规格厚度、相同工艺稳定连续生产的产品组为一批。
8.2.2抽样方法
产品按表7的规定进行随机抽样。当产品批量大于500块时,以500块为一批分批抽取试样。
8.3判定规则
若某项性能不合格品数等于或 |


 自动化资料下载
自动化资料下载
 自动化产品
自动化产品

