��ʷ������������Ҥһֱ�����Կ�����Ϊ��ȼ���ʡ�����������ȼ��ϵͳ�ķ����о�����Ϊ���ÿ�����ȼ�ǵ��¸��ܺġ�����Ⱦ������ЧӦ�ߵ���Ҫ���ء�������ֻ��21%������������ȼ��78%�ĵ�������������ȼ�գ���Я���������������������ͨ�����ڷ����������о���Ϊ�����ô��ȡ�85%��������Ϊ��ȼ���ʣ����ڽ�Լ��Դ�����ƻ���Ч��ʮ���������ܺĿɽ���12.5% - 22%��δ����������30%���ϣ���ͼ�����������ŷ�������60%���ϣ������С�NOx���½���80-90%���̳�Ҳ����50%���ϡ�
ͼһ
���ֲ��ô��ȡ�85%����������ȼ�յ�ϵͳ�����dz�֮Ϊȫ��ȼ�ա�������Ҥ�У���������ȫ��ȼ��ϵͳ������������Ҥ�׳Ƶġ�0����С¯���ۣ���֮νȫ����ȼ������ȼ��ϵͳ�ĸı䣬��������Ҥ�ṹ�ı�ȫ��ȼ��Ҥ¯ȡ���������ҡ�С¯������ϵͳ����ͬ��ԪҤ����ͼһ�����Ͳ��ú����Ҥ¯�IJ��������ԣ��ۻ���������ȿ���С2/5����������Ͷ�ʼ���30%���ҡ����ڲ���ȫ��ȼ�յ���Ҥ�����衰��ͳ�����ա� ʹ�ò����ۻ������ȶ��������ﵽ���뾳�硣
�ۻ����̷��ϴ���Ƚ��ͣ������������ͷŷdz����ף������ۻ�����������ߡ�
ͼ����ȫ��ȼ�յ��ܺıȽ�
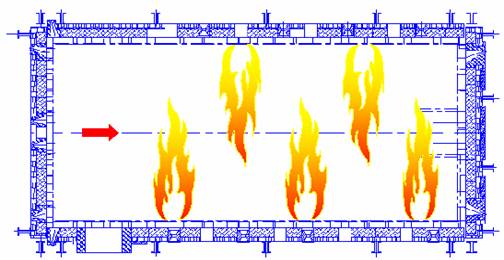
���ÿ�����ȫ����Ϊ��ȼ���ʣ��䴫�ȹ��̲���ܴ�(����һ)��
��ͳ�Ŀ�����ȼ����Ҫͨ����ʱ���������������ȼ�������Ƚ��������ղ������ܡ����ǣ��������Ҥ��˲��ʧȥ���棬����Һ��Ȼʧȥ��Դ������Ҥ�²������ܵ�������̵ij����Ҥѹ˲�䲨��Ҳ�DZ�Ȼ�Ľ����
ͨ��������ȼ����ΪС¯�ṹ����Ҫ������ռ���سرڳ��ȷ���Ͽ���λ�ã���ˣ���ǹ�ĺ��������ܵ����ơ�����ȫ��ȼ�գ�����ȼ������ͬ��С¯�����νṹ�ߴ���Խ�С�����������ۻ��¶����ߺ����ֲ�����ȼ����������ա���ȼ�ա���ȫ�������ۻ��¶������Զ�����Ҥ���¶ȣ������ջ�Ҥ�塣����Ҥ���ԣ�һ�㷴��ʹ�ȵ��¶��½���ԭ��Ԥ�����¶�������������Ԥ������ԭ���ܸ������崫�Ⱥܿ��γɱ��ǣ��Ӷ���ֹ�˷��ϵķ�����ڸ���������Ҥ��ȫ����ȼ���׳ơ�0��С¯�������ڡ�1��С¯����ǰ��ǽ֮��������ǽ�ϸ���װһ֧����+ȼ�ϡ�ȼ������������Ҥ���С������Լ�����������ɫ����ʱͶ�ˣ������Ԥ�������¶ȣ����ݽ���ǰ�ƣ����ٷ��ϣ�����߲���Լ10-15%��������ȼ��ٲ����е����ݣ���߲�Ʒ�������Ա�ָ���Ҥǰ�ڹ��ܣ�������������������ޣ���Լ�������������������á�
������ȫ�� + ȼ�ϡ�ȼ�յļ����ɹ�
�������ͳ���ȫ��������200����ȫ��ȼ��Ҥ¯������ӵ�е�550������С�����ֲ���Ҥ����, ����Լ��140��Ϊȫ��ȼ��Ҥ¯��ŷ�����е�350��Ҥ¯������30����Ϊȫ��ȼ��Ҥ�����������������ֲ���Ҥ������������20����ȫ��ȼ��Ҥ¯�����������й��ѿ�ʼ����ȫ��ȼ�գ��粣����ά��Ҥ�����ǡ�������Ҥ���ڸ���Ҥ���衰0��С¯����ȫ����ȼ����̽���Ͷ�ˣ�����ͼ����ͼ�ģ���
ͼ����ȫ��ȼ��Ҥ�ڱ����ķֲ�ͼ
ͼ�ģ�ȫ��ȼ��Ҥ��ŷ�ķֲ�ͼ
����Praxair ��Air Product�ȹ�˾Ϊ�˿��������г������ڽ���ȫ��ȼ�ռ����Ŀ����о���ʮ��������ȫ��ȼ�ռ���������,��������ȼ������װ�õĹ�˾ȡ��������ɹ����顣���磺�ṩ������ѧģ�͵ȼ����������ڵ�����������ϡ�ȫ��ȼ��Ҥ¯�Ľṹ��ƣ�����������ϵͳ��ȼ������֧��ȼ�������ͻ�ש�ġ�ȼ�ϣ����͡�ú���͡���Ȼ�����Թ�ϵͳ�������� + ȼ�ϡ����Կ�ϵͳ���ڵĸ���װ���Լ����ֲ�ͬ��������װ���ȡ�
����Praxair��˾���ⷽ�滹ӵ�ж���ר�������ש���۽ṹ��Ƽ����������� + ȼ�ϡ���ȼ����ר���ȡ���ĿǰΪֹ��ȫ��ȼ���Ѿ���һ���Ч�����ij���ĿƼ��ɹ���
����ȫ��ȼ�յ��й�����
�ڴ˽��Ͳ���Ҥȫ��ȼ���������ȣ�������ȫ����������Ҥ���¶ȳ���Ҥ�����ա�ȫ����ȼ��0��С¯�����������������۵ȵ��й�����������ۡ�
1���������ȣ�������ֻ��21%����������������21%����22%���Ǹ��������ԣ�ͨ���ᵽ�ġ�����ȼ�ա�û�ж������������塣����֤������������85%��Ϊ��ȼ���ʣ�ȼ��Ч����������һ��ȫ��ȼ�պ�������91-92%��������< 85%ȼ��Ч�����ã���˽�����һ�������������õ������õĿշ��豸�����ĺ���β������Ϊ��ȼ�����Dz����ģ�ȼ��Ч������
2������Ҥ���¶ȳ�������ȼ�������νṹ�ߴ���Խ�С��������
ͼ��
+ȼ��ȼ�������������ۻ��¶����ߺ����ֲ����������ȼ��ȣ�һ�㸡��ҤԤ�����¶ȣ�Ͷ |


 �Զ�����������
�Զ�����������
 �Զ�����Ʒ
�Զ�����Ʒ



