作者:付沛
作者简介:1985年毕业玻璃工艺专业,大专学历,毕业后在耀华从事工艺技术员、工段长、熔制主任、工艺主管工程师、检验科长,生产副总等工作。获得国家、省、市级科技进步等多项奖励,在溶化上首先发明使用双高曲线(耀华国投),并在全国推广。
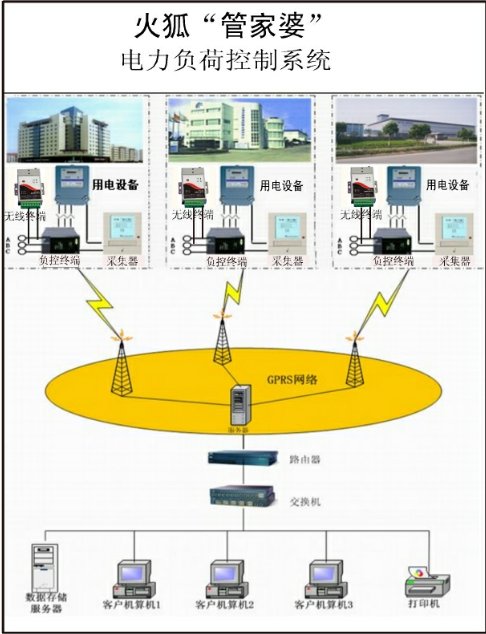
大型玻璃窑炉是由熔化池、蓄热室、烟道、卡脖、冷却部等组成,燃料和助燃空气从一侧蓄热室经格子体加热后,喷入窑内燃烧,加热熔池中的原料,废气从另一侧蓄热室排出到烟道,并同时加热蓄热室的格子砖,每隔一定时间,左右进行换向。混合料在窑头经加料机送入熔池,经火焰加热、原料熔化、澄清、均化、冷却后进入成型。
不同的窑炉,使用不同的燃料,其换火程序是不同,换火程序与熔窑结构、燃料、窑炉规模、助燃风供给方式等诸多因素有关。
一、换向的基本要求:
1、换向时间的要求:A:考虑格子体受热升温时间过长(排废时间),格子体温度过高而被损坏的危险。B:格子体放热降温时间过长(加热空气时间),格子体降温换热效率降低。C:考虑熔化单侧燃烧时间对化料的影响。
2、换火过程控制:A:换向后火焰不能出现过长、过短的现象。B、换向过程熔化温度波动要尽可能小,减小窑体温度波动。
二、格子体换热时间与热效率
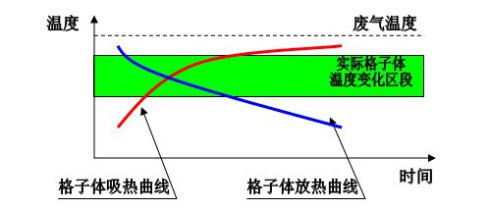
蓄热室的热效率他与在诸多因素有关:蓄热室结构(全连同、半连同、全分割)、格子体体积、换火周期等。一个窑炉投产后,蓄热室的热容量以基本确定,如果蓄热室格子体在长时间加热或放热过程的平均温度变化曲线:
格子体的吸散热量为:Q=K(t1-t2)F
Q:传热量
K:综合传热系数(非常数)
t1:废气或空气温度
t2:格子体温度
F:格子体表面积
其换热温度波动曲线是按正弦波变化,如下图:
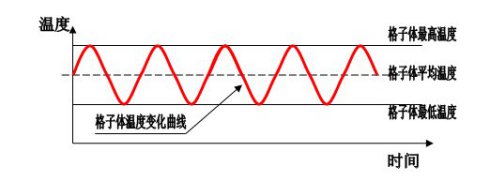
换火周期为40分钟,20十分钟换火一次,格子体温度变化如上图(格子体上部温度1450--1350℃),如果时间缩短,格子体温度变化区段缩窄(1420―1380℃),时间长,格子体温度变化区段增宽(1480--1320℃)。
换火时间考虑的就是选择最佳的换火时间,达到最高的热交换率。考虑的因素:
换火时间长带来的问题:1、上部格子体耐火材料所承受的温度,不得损坏格子体。2、格子体吸热温度接近废气温度或放热接近助燃风温度时,热效率下降。3、格子体冷热温度变化大,格子体耐急冷急热的能力是否符合要求。
换火时间短带来的问题:1、
换火频率增多,更多的带来熔化温度的波动。2、设备磨损加剧。
换火过程要充分考虑以上因素,但各设计院设计窑炉时,一般以考虑周全,换火时间一般确定是20分钟,40分钟一个周期。
换火过程的控制:换火过程,应是一个完整的控制过程,在熔窑整个控制程序中,其控制参数并不是不变的,它应随玻璃窑炉的吨位大小;结构形式;喷枪类型;油质情况;窑炉侵蚀情况等等的变化而变化,其目的是达到最小的窑压、温度、火焰和气氛的变化,稳定生产。
换火程序步骤:
预警―响铃,通知操作人员准备换火。
20--30秒
闭琐―锁定正常调整,进入换火程序,调整助燃风量与派废量。
10--20秒
关油―关闭供油阀。
0秒
吹扫―吹扫部分油管和油枪内的存油,入窑燃烧。
10秒
换介质―关闭断油方向介质,开另一个方向介质。
0秒
换助燃风―助燃风换向。
0秒
换废气―废气方向换向。
10--20秒
给油―送油,燃烧。
10--30秒
解锁―进入正常调整,换火结束。
控制调整方法:
A、助燃风及给油的控制:采用超级蓄热室,蓄热面积大,但废气存量也大,当助燃风换向后,助燃风要把蓄热室内的含氧量低的废气顶出后,助燃风才能进入窑内助燃,如给油过早,在含足够氧空气还没进入窑内时,油以喷出,在氧不够用于燃烧的情况下,火焰长浑,烧损窑炉,浪费能源。蓄热室越大,需要顶出的废气也就越多,越需要延长给油时间,给油时间延长,换火时间也就长。
我们都愿意换火时间短一些,以减少窑内温度的波动、气氛波动,在换火中可以通过调整给油量进行适当调整,方法是:在换火给油后至解锁前,油供应量不要给足,一般控制在正常用油量的30―70%,从而弥补助燃风不足,保证火焰燃烧基本正常,在此过程火焰由长会逐渐变短,原因是助燃风中的含氧量会逐渐升高,这就需要控制解锁时间,在火焰短到正常火焰的3/4左右时,解锁,油量达到正常值。解锁时间,控制了换火时间。
给油量的控制:给油量控制在百分之多少,应看火焰的燃烧状态,给油火焰燃烧与正常燃烧应基本相同,此时的百分比流量为控制油量。此油量与油的粘度、质量有关,当油的粘度较小,油压恢复快时,油量控制需小一些。
B、吹扫控制:吹扫是在断油后立即吹扫,吹扫时间在10秒左右,时间不要控制过长,造成换火时间延长,原则是:(1)采用调整吹扫压力的方法,控制吹扫火焰长度,其长度不得超过 |


 自动化资料下载
自动化资料下载
 自动化产品
自动化产品